
















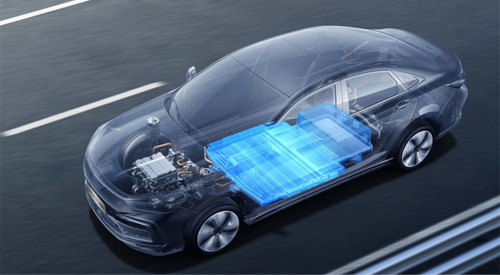


















在电机的结构中,铁芯(磁芯)起到了举足轻重的作用,它用来增加电感线圈的磁通量,已实现电磁功率的更大转换,铁芯通常是由一个定子和一个转子组合而成。电机转子轴和转子轴压环的焊接电机转子轴与压环环缝需要焊接,采用激光焊接的方式,能量集中、密度高、加热效率高、速度快,激光焊接机在电机铁芯焊接的技术工艺优势。
激光焊接焊接方式是氩弧焊、非接触式、热影响区及变形极小;焊接强度一般,焊斑(焊缝)较小,焊缝质量与外观较好,无需添加焊料,环保;传统焊接是电阻焊、接触式、热影响区及变形较大,焊接强度较大,焊斑(焊缝)较大,焊缝质量与外观一般,需要添加焊料,不环保,对人体有害。

那么激光焊接机在电机铁芯焊接的技术工艺优势相比其他焊接工艺有什么优势呢:
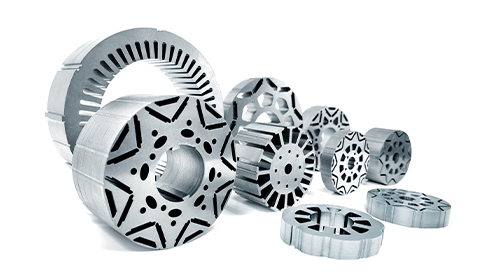
1、电机定子和转子冲片焊接电机的定子铁心制作有铆接、扣片、胶结、焊接等多种加工工艺,其中焊接件以质量高、成本低而得到广泛应用。
焊接件是将定子铁芯以硅钢片为原料,经剪切、冲制等加工-工-艺后,再将叠片紧固叠压,叠装好的定子外壁上按一定距离纵向焊接几条焊缝,使每片硅钢片表面层互相熔接起来,成为一个定子整体。
2、电机转子轴和转子轴压环的焊接电机转子轴与压环之前的环焊缝一般采用CO2气体保护焊或者钨极氩弧焊,焊接所产生的形变量大,并且热影响区大,焊接产生的热量亦会对装配好的电机机体内的磁钢产生影响。采用激光焊接的方式,能量集中、密度高、加热效率高、速度快,因此母材的变形小,非熔化区金属受热影响小。
3、电机转子轴与离合器的焊接电机转子轴与离合器焊接时,焊缝熔深达到4mm以上,如采用CO2气体保护焊或者钨极氩弧焊,虽然熔深可以达到要求,但变形量很难控制。采用大功率填丝激光焊接的方法可以降-低对工件坡口加工及装配的精度要求,提高了焊缝成形质量;另外,通过调节填丝成分,可以控制焊缝区域的组织性能。
4、电机铝合金壳体的密封焊接电机铝合金壳体与机身的连接一般采用铆钉或者螺栓,这样就需要在电机壳体与机身之间添加垫圈起到密封的作用。这样方式密 封的效-果会随着垫圈的老化损坏而减弱,对电机整体性能产生影响。如果采用无缝焊接取代铆接或者螺栓连接的方式,不但能减轻的机身重量、缩短生产周期,而且 可以获得良好的密封性能。
5、电机定子叠片材料一般采用冷轧或热轧硅钢片,其焊接性良好,如采用激光焊接,相对钨极氩弧焊来说,不仅生产率有所提高,而且改善了生产环境的卫生安全条件,根除了氩弧焊时的强弧光和臭氧及其他不良氧化物对人身的危害 。并且还可以采用计算机控制双机或四机或单机多头输出激光束,分置于定子外圆壁周围,这样定子紧定所需的焊缝数,焊机运行一次或两次即可完成,既可以使变形量大幅减少,又节省了加工时间。

